





Tại sao hàn Argon bị đen, bọt rỗ? Hướng dẫn kỹ thuật hàn TIG với khí Argon
18/06/2025
Administrator
188
Trong lĩnh vực gia công kim loại, hàn TIG là một trong những phương pháp hàn tiên tiến và được ưa chuộng nhất hiện nay. Một yếu tố đóng vai trò vô cùng quan trọng trong kỹ thuật hàn TIG chính là việc sử dụng khí Argon.
Tuy nhiên, nhiều thợ hàn vẫn gặp phải các lỗi phổ biến như mối hàn bị đen, xuất hiện bọt khí, hoặc bị rỗ. Vậy nguyên nhân là gì và cách khắc phục ra sao Bài viết sau sẽ giúp bạn hiểu rõ hơn về khí Argon, đặc điểm của loại khí này, vai trò trong hàn TIG và cách xử lý các lỗi thường gặp trong quá trình sử dụng.
Khí Argon là gì?
Khí Argon là một loại khí trơ, không màu, không mùi, không độc hại và rất ít phản ứng với các chất khác trong điều kiện thường. Trong bảng tuần hoàn hóa học, khí Argon thuộc nhóm khí hiếm, có ký hiệu là Ar và chiếm khoảng 0.93 phần trăm thể tích không khí trong khí quyển. Với đặc tính trơ và không tham gia phản ứng hóa học, khí Argon được ứng dụng rộng rãi trong các lĩnh vực công nghiệp, đặc biệt là trong công nghệ hàn TIG.

Khí Argon có khối lượng riêng lớn hơn không khí, do đó khi được sử dụng trong hàn, nó có khả năng tạo một lớp màng bảo vệ ổn định quanh hồ quang và vùng hàn, giúp ngăn chặn quá trình oxy hóa xảy ra. Chính đặc tính này khiến khí Argon trở thành lựa chọn ưu tiên trong các ứng dụng yêu cầu mối hàn có chất lượng cao và độ bền vượt trội.
Đặc điểm của khí Argon
Khí Argon có một số đặc điểm nổi bật khiến nó phù hợp để sử dụng trong công nghiệp hàn
- Tính trơ cao: Khí Argon không phản ứng với kim loại hay các tạp chất trong điều kiện nhiệt độ cao, giúp bảo vệ vùng hàn khỏi quá trình oxy hóa và nhiễm bẩn.
- Không màu, không mùi, không vị: Điều này giúp quá trình hàn an toàn, không gây ảnh hưởng đến sức khỏe người sử dụng.
- Nặng hơn không khí: Đặc điểm này giúp khí Argon dễ dàng bao phủ và bảo vệ vùng hàn khỏi không khí bên ngoài.
- Dẫn điện kém: Tính chất này khiến khí Argon lý tưởng cho việc duy trì sự ổn định của hồ quang trong quá trình hàn TIG.
- An toàn cho môi trường: Khí Argon không gây cháy nổ và không làm ảnh hưởng đến môi trường sống.
Ứng dụng của khí Argon trong công nghiệp
Khí Argon được ứng dụng trong nhiều lĩnh vực công nghiệp khác nhau nhờ vào tính chất đặc biệt của nó. Một số ứng dụng tiêu biểu có thể kể đến như:
- Trong công nghệ hàn TIG và MIG Khí Argon được dùng làm khí bảo vệ, giúp tạo ra mối hàn đẹp, sạch và bền chắc.
- Trong sản xuất bóng đèn và điện tử Khí Argon được sử dụng để tạo môi trường trơ, giúp kéo dài tuổi thọ của bóng đèn và các linh kiện điện tử.
- Trong luyện kim Khí Argon được dùng để ngăn chặn quá trình oxy hóa trong quá trình nấu chảy kim loại.
- Trong y tế và thực phẩm Khí Argon được sử dụng để bảo quản các mẫu vật và sản phẩm nhạy cảm với oxy.

Ứng dụng của khí Argon trong hàn TIG
Hàn TIG là viết tắt của Tungsten Inert Gas, nghĩa là phương pháp hàn sử dụng điện cực vonfram không nóng chảy và khí trơ như khí Argon để bảo vệ vùng hàn. Trong quá trình hàn TIG, khí Argon đóng vai trò là khí bảo vệ, ngăn không cho oxy và các tạp chất trong không khí tiếp xúc với kim loại nóng chảy.
Một số lợi ích khi sử dụng khí Argon trong hàn TIG bao gồm:
- Tạo mối hàn có độ tinh khiết cao Nhờ khả năng bảo vệ tuyệt đối, khí Argon giúp mối hàn tránh được các tác động từ môi trường bên ngoài.
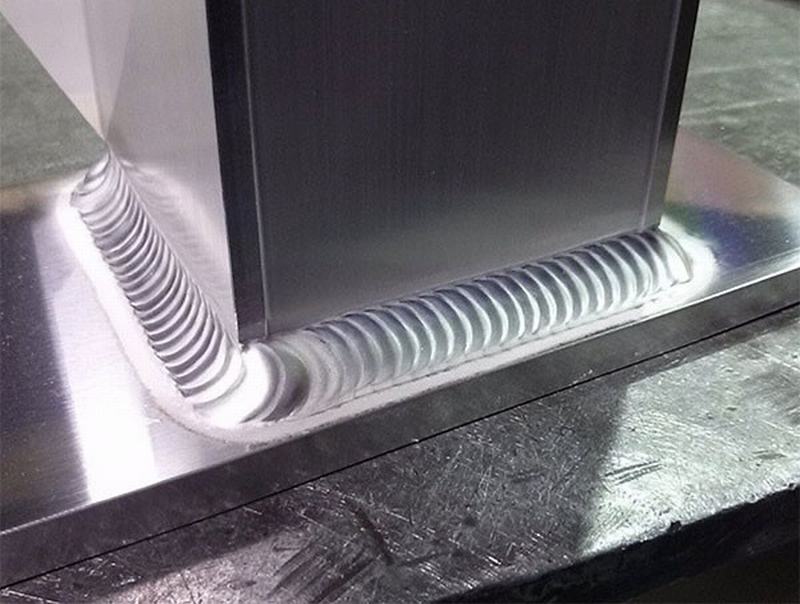
- Mối hàn đẹp, sáng bóng Sử dụng khí Argon đúng cách giúp tạo ra mối hàn đều màu, không bị oxy hóa.
- Thích hợp với nhiều loại kim loại Khí Argon được dùng để hàn nhôm, inox, thép không gỉ và các hợp kim đặc biệt khác.
- Tiết kiệm chi phí và tăng hiệu suất Nhờ hiệu quả bảo vệ cao, khí Argon giúp giảm thiểu lỗi kỹ thuật và tiết kiệm thời gian sửa chữa.
Tại sao hàn TIG bằng khí Argon bị đen, bọt, rỗ
Mặc dù khí Argon có nhiều ưu điểm nhưng trong thực tế vẫn xảy ra hiện tượng mối hàn bị đen, xuất hiện bọt khí hoặc bị rỗ. Các nguyên nhân thường gặp bao gồm
1. Lưu lượng khí Argon không ổn định
Nếu lưu lượng khí quá thấp, lớp khí bảo vệ không đủ để bao phủ toàn bộ vùng hàn, khiến oxy trong không khí xâm nhập và gây oxy hóa. Ngược lại, nếu lưu lượng quá cao có thể gây nhiễu loạn dòng khí và làm mối hàn bị bọt.
2. Đầu phun khí hoặc ống dẫn bị tắc nghẽn
Khi đầu phun hoặc ống dẫn khí bị tắc hoặc dính bẩn, khí Argon không thể phân bố đều, dẫn đến sự hình thành các lỗ nhỏ li ti hay bong bóng trên mối hàn.
3. Không làm sạch bề mặt vật liệu trước khi hàn
Nếu bề mặt vật liệu còn bụi bẩn, dầu mỡ hoặc oxy hóa, khi gặp nhiệt độ cao sẽ phát sinh khí hoặc tạo ra các phản ứng phụ gây rỗ mối hàn.
4. Sai cách đặt đầu phun khí
Khoảng cách và góc đặt đầu phun khí Argon không hợp lý sẽ khiến vùng hàn không được bảo vệ đầy đủ, dẫn đến hiện tượng cháy đen hoặc bị oxy hóa.
5. Sử dụng khí Argon kém chất lượng
Khí Argon không tinh khiết hoặc bị lẫn các tạp chất như oxy, nitơ hoặc hơi nước sẽ gây ra hiện tượng đen, rỗ, hoặc xuất hiện bọt khí trên mối hàn.
6. Thiết bị hàn bị rò khí
Các điểm kết nối, dây dẫn hoặc van khí nếu bị rò rỉ sẽ khiến lượng khí không đạt chuẩn, gây ảnh hưởng trực tiếp đến chất lượng mối hàn.
Cách khắc phục lỗi hàn bị đen, bọt, rỗ khi dùng khí Argon
Để đảm bảo mối hàn đạt chất lượng tốt nhất, bạn cần tuân thủ một số nguyên tắc kỹ thuật sau đây:
- Điều chỉnh lưu lượng khí Argon hợp lý Thường từ 8 đến 15 lít mỗi phút tùy theo độ dày vật liệu và điều kiện môi trường.
- Kiểm tra và làm sạch đầu phun khí thường xuyên Đảm bảo dòng khí phân bố đều và liên tục.
- Làm sạch bề mặt vật liệu kỹ càng trước khi hàn Dùng bàn chải inox, giấy nhám hoặc dung dịch tẩy chuyên dụng.
- Đặt đầu phun khí đúng vị trí Góc nghiêng khoảng 15 đến 20 độ so với mặt phẳng hàn, đầu phun nên cách vùng hàn từ 5 đến 10 mm.
- Sử dụng khí Argon chất lượng cao Chọn nhà cung cấp uy tín, đảm bảo khí có độ tinh khiết từ 99.998 phần trăm trở lên.
- Kiểm tra rò rỉ khí định kỳ Sử dụng dung dịch kiểm tra rò khí hoặc thiết bị đo chuyên dụng.

Hướng dẫn chi tiết kỹ thuật hàn TIG với khí Argon
Để thực hiện hàn TIG với khí Argon một cách hiệu quả, bạn cần thực hiện theo các bước sau
Bước 1: Chuẩn bị thiết bị và vật liệu
- Máy hàn TIG có chức năng điều chỉnh dòng điện và chế độ bảo vệ bằng khí
- Bình khí Argon tinh khiết và van điều áp
- Điện cực vonfram và vật liệu hàn phù hợp
- Dây nối mass và kẹp điện cực chắc chắn
Bước 2: Làm sạch vùng hàn
Dùng bàn chải inox hoặc dung dịch chuyên dụng để làm sạch bụi bẩn, dầu mỡ và lớp oxy hóa trên bề mặt vật liệu cần hàn.
Bước 3: Cài đặt dòng điện và lưu lượng khí Argon
- Dòng điện nên điều chỉnh theo độ dày vật liệu, thường dao động từ 30 đến 200 ampe.
- Lưu lượng khí Argon từ 8 đến 15 lít mỗi phút, tùy thuộc vào đường kính đầu phun và điều kiện gió xung quanh.
Bước 4: Thực hiện mồi hồ quang và bắt đầu hàn
- Dùng bật hồ quang bằng HF hoặc chạm nhẹ đầu điện cực xuống vật liệu.
- Duy trì khoảng cách đều và ổn định giữa điện cực và vật liệu.
- Di chuyển tay đều, giữ tốc độ di chuyển ổn định để đảm bảo mối hàn liền mạch.
Bước 5: Kiểm tra mối hàn sau khi hoàn thành
- Đảm bảo mối hàn không bị cháy đen, không có bọt khí hay vết rỗ
- Mối hàn phải đều màu, có độ sáng và không bị biến dạng
Kết luận
Việc sử dụng khí Argon trong hàn TIG là yếu tố quyết định đến chất lượng mối hàn. Hiểu rõ về khí Argon, đặc tính và cách sử dụng đúng kỹ thuật sẽ giúp thợ hàn tránh được các lỗi như mối hàn bị đen, bọt khí hay rỗ. Qua đó, nâng cao hiệu suất công việc, tiết kiệm chi phí và đảm bảo sản phẩm đạt chất lượng cao. Hãy luôn đảm bảo rằng bạn sử dụng khí Argon tinh khiết, thiết lập thông số đúng chuẩn và thực hiện kỹ thuật hàn một cách cẩn thận để đạt kết quả tối ưu trong quá trình hàn TIG.
Bài viết liên quan

18/08/2025
Địa chỉ cung cấp CO2 uy tín, giá tốt khu vực miền Nam
Khí CO2 là loại khí công nghiệp thiết yếu, được ứng dụng rộng rãi trong nhiều lĩnh vực sản xuất, đặc biệt ở khu vực miền Nam nơi tập trung nhiều khu công nghiệp, nhà máy, xưởng cơ khí và công trình xây dựng.

18/08/2025
Mua bình khí CO2 cho bể thủy sinh ở đâu? Giá bao nhiêu?
CO2 thủy sinh là một yếu tố quan trọng trong việc chăm sóc bể thủy sinh, đóng vai trò bổ sung khí carbon dioxide cho cây thủy sinh. Việc sử dụng CO2 thủy sinh đảm bảo rằng môi trường sống của các loài sinh vật trong bểluôn ổn định và phát triển khỏe

17/08/2025
Bảng giá bình khí Argon tham khảo mới nhất
Giá bình khí Argon là một yếu tố rất quan trọng đối với các doanh nghiệp và cá nhân có nhu cầu sử dụng khí này trong quá trình sản xuất và thi công.

17/08/2025
Ưu điểm khi sử dụng khí Argon tinh khiết cho hàn TIG
Khí Argon hàn TIG là loại khí được sử dụng phổ biến trong quá trình hàn, đặc biệt là quy trình hàn thiếc không gỉ và hàn nhôm. Việc sử dụng khí Argon tinh khiết không chỉ làm tăng chất lượng mối hàn mà còn giúp công việc hàn trở nên hiệu quả hơn.

17/08/2025
Đơn vị cung cấp chai khí chuẩn uy tín tại miền Nam
Chai khí chuẩn là loại sản phẩm thiết yếu trong nhiều ngành công nghiệp và y tế. Với nhu cầu ngày càng tăng đối với các sản phẩm kiểm định và hiệu chuẩn, việc tìm kiếm một đơn vị cung cấp chai khí chuẩn uy tín tại miền Nam trở nên đặc biệt quan trọng.

17/08/2025
Mua bình khí trộn hàn MIG ở đâu? Giá bao nhiêu?
Để đạt được hiệu quả tối ưu, ngoài việc lựa chọn máy hàn và dây hàn phù hợp thì khí bảo vệ đóng vai trò vô cùng quan trọng.

17/08/2025
Khí trộn và ảnh hưởng đến độ ngấu, bề mặt và màu sắc mối hàn
Trong ngành cơ khí, gia công kim loại, sản xuất nội thất và các công trình xây dựng, chất lượng mối hàn luôn là yếu tố quyết định đến độ bền và thẩm mỹ của sản phẩm

15/08/2025
BaoToan Air cung cấp khí Axetylen uy tín tại miền Nam
Cung cấp khí Axetylen là một trong những dịch vụ mà BaoToan Air tự hào mang đến cho khách hàng tại miền Nam.

15/08/2025
Mua bình khí Helium giá tốt, giao hàng tại khu vực miền Nam
Cung cấp khí Helium là một lĩnh vực ngày càng trở nên quan trọng trong những năm gần đây. Với những ứng dụng phong phú của khí Helium trong nhiều ngành công nghiệp, nhu cầu cung cấp loại khí này ngày càng tăng cao, đặc biệt tại miền Nam Việt Nam.

15/08/2025
Mua và nạp bình khí laser ở đâu uy tín, giá tốt tại miền Nam
Trong ngành gia công cơ khí hiện đại, khí Laser đóng vai trò vô cùng quan trọng. Đây là loại khí công nghiệp chuyên dụng dùng trong các máy cắt laser CNC, máy hàn laser hay máy khắc laser.
Copyright © 2021 - CÔNG TY TNHH MỘT THÀNH VIÊN KHÍ CÔNG NGHIỆP BẢO TOÀN. All
rights reserved.
